 栄勝耐火物工場
栄勝耐火物工場
取鍋耐火物の構造と機能の概要
鋼製取鍋耐火物は取鍋耐火物ライニングとも呼ばれます, 溶けた鋼を保持するために使用されます. 溶鋼は取鍋内で精錬やその他のプロセス操作も行われます。. 鋼製取鍋は3つの部分から構成されています: 外殻, 裏地, と噴射制御機構.

鋼製取鍋耐火物構造
取鍋シェルはボイラー鋼板から溶接されています, バレル壁とバレル底部の鋼板の厚さは約14〜30mmと24〜40mmです. 焼き上がりの水分をスムーズに取り除くため, 8~10mmの小さな穴が取鍋のシェルに開けられます。. 加えて, 取鍋胴部の腰部に補強リブと補強フープを溶接.
取鍋耐火物ライニングのご紹介
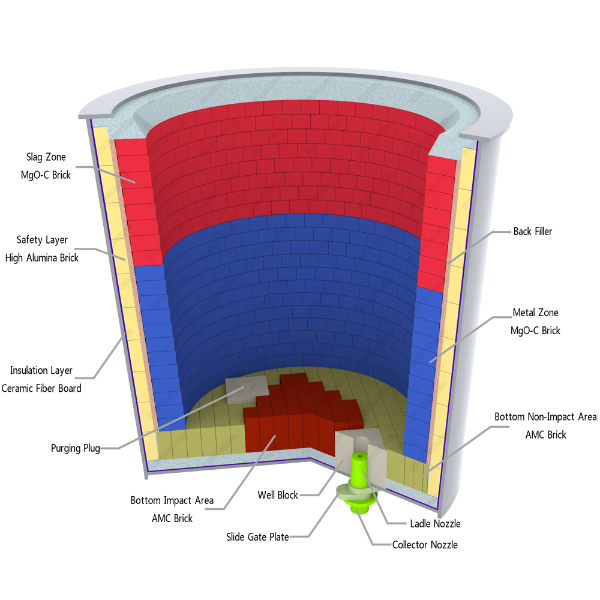
取鍋の内張りは断熱層で構成されています, 永久層, そして作業層. 断熱層は鋼板に近く、厚さは約10〜15mmです. 主に熱損失を減らすために使用され、多くの場合アスベストボードで構築されます。: 溶鋼が取鍋から燃え上がるのを防ぐため, 絶縁層の内側にも永久層があります, 厚さは約30〜60mmです. この層は以下で構築されています 粘土レンガ と 高アルミナレンガ; 取鍋の作業層は溶鋼およびスラグと直接接触しています。. 機械的精練・急冷・加熱に直接さらされるため、剥離しやすい. 取鍋の寿命はこの層の品質に関係します. この層は通常、包括的な方法で構築されます, あれは, 取鍋の底はワックスレンガまたは高アルミナレンガで作られています, 取鍋の壁は高アルミナレンガとアルミニウムカーボンレンガで作られています, そしてスラグラインは多くの場合、 マグネシウムカーボンレンガ.
取鍋溶鋼制御システム

取鍋のスライディングノズルの開口部を使用して、鋼の流れの大きさとタンディッシュの液面の高さを制御します. スライディングノズルは上部ノズルで構成されています, 上部スライドプレート, 下部ノズル, そして 下部スライドプレート. 動作中, 下部スライドプレートの動きを利用して、上部と下部の噴射孔の重なりを調整し、噴射流のサイズを制御できます。. 調整するには2つの方法があります, つまり油圧式と手動式. 以来、 スライディングノズル 高温スラグの洗練に耐えなければならない, 溶鋼の静圧, 急速な冷却と加熱の影響, 耐火物は高温に耐える必要がある, 精練, 急速冷却と加熱, 優れた耐スラグ性を持っています, 十分な高温強度を備えています. 現在のところ, 最も一般的に使用される材料は高アルミニウムです, マグネシウム, マグネシウムとアルミニウムの複合材料, 等, スライドプレートの寿命を延ばすためにアスファルトに浸したスライドプレートもあります.
上部ノズルは取鍋とタンディッシュの間にあります. 生産中, 現場には下部ノズルに吊るすための特別なロングノズル取り付け装置のセットがあります, 取鍋とタンディッシュ間の射出流の二次酸化を防止するため, 同時に, また、射出流の飛散や露天鋳造のスラグ転がりの問題も回避できます。. ロングノズルの材質は主に溶融石英とアルミナカーボンです.
微信
wechatでQRコードをスキャンしてください